Manufacturing Execution System (MES) & Digitalization:
MES is a combination of software system and hardware used in manufacturing to track and manage production processes in real-time. It includes functionalities such as basic production scheduling, job tracking, quality control, and inventory management. MES helps manufacturers to optimize their production processes, reduce lead times, increase throughput, improve product quality, increase visibility, and detects bottlenecks.
Digitalization in MSF refers to the use of digital technologies to transform and automate business processes. Digitalization involves the integration of digital technologies into all aspects of a business, including manufacturing, supply chain, paperless production… Digitalization enables manufacturers to collect and analyze data in real-time, automate routine tasks, and make informed decisions based on data insights. By optimizing production processes and minimizing waste, digitalization also can help reduce production costs.
While MES is a specific software system used in manufacturing, digitalization is a broader strategy that involves the use of multiple digital technologies, including MES, to transform and optimize manufacturing processes. MES is one aspect of digitalization, but digitalization goes beyond MES to include other technologies such as IoT sensors, artificial intelligence (AI), and machine learning (ML).

MSF Manufacturing Execution System (MES)
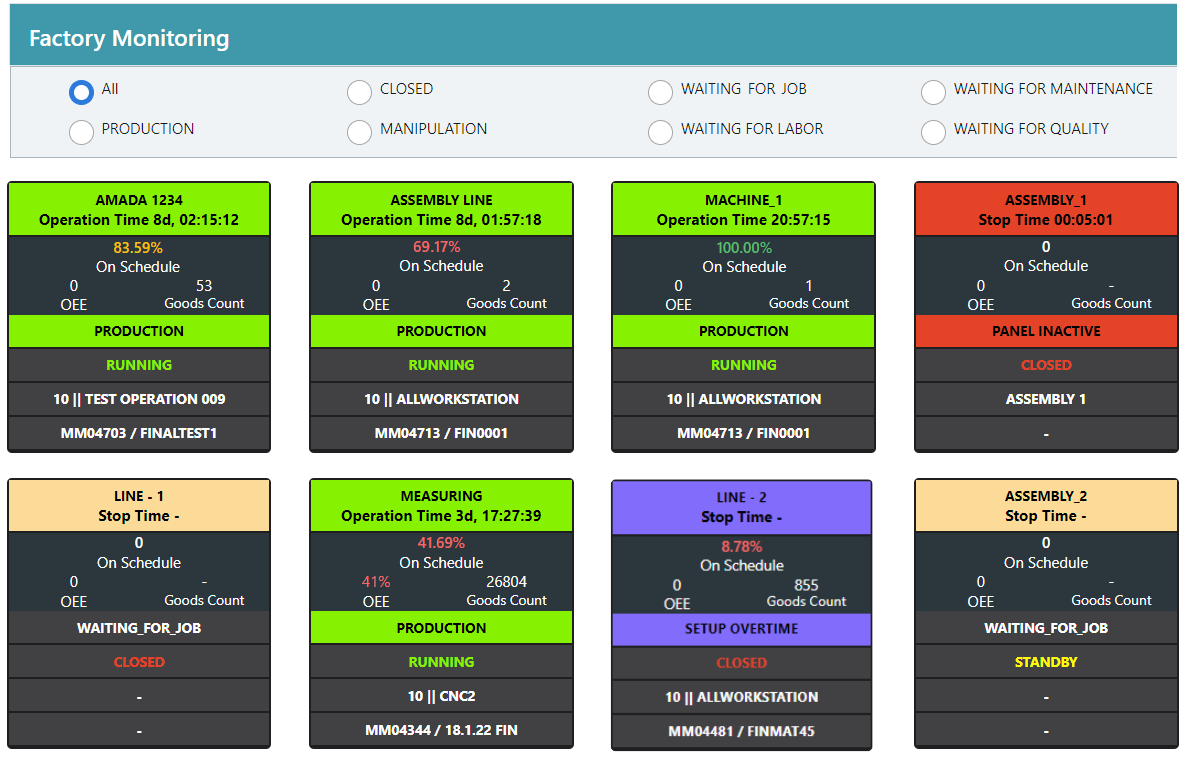
MSF MES helps to collect and analyze all production data in real-time, from workstations or WorkCentres, employees, tools usage, materials, quality (scrap, rework), sensors and much more. Real time data from workstation is shown on the Panel PC for the operator to see. All data from workstations and workcenteres are shown also in real-time in MES web app on the Dashboard page (and other pages). MSF MES is a fully functional system for managing manufacturing processes including production modules with product trees, production orders, job orders, basic labour management, monitoring of production processes and analysing stop causes in production. Using this module you can monitor the whole production in one single platform from various locations.
There are different versions of MES available to be used in the shop floor: Basic MES and Advanced MES:
– Basic MES: Basic production information (employees (login, times), work orders (details, planned, durations), basic quality (scrap, rework), manual stop selection, interaction with pre-uploaded documents. Basic production OEE is available. Best suitable to be used for manual jobs, or workstation digitalization with MSF IoT card and machine digital signals.
– Advanced MES: all from basic MES, plus stock transfer/request option, manual/automatic pallet system* (*with Supply Chain Planning), collecting data from sensors, connecting to PLC of workstations, monitoring sensor information, … Fully customizable panel themes are available. Maintenance team interaction* (*with Maintenance module only).
Types of shop-floor digitalization (MES):
Different combinations of MES digitalization are available, depending on the scenarios needed from the shopfloor. Shop floor can be digitized with either IoT card, Panel, or combination of Panel and IoT card.
1.) MSF Panel digitalization
Uses Smart Touch-Screen Industrial Panel (various sizes are available). Digitalization just with MSF Panel is available only in MES manual mode. These panels are usually put in strategic locations, for example WorkCentres, to digitalize multiple machines or manual job work places.
2.) MSF IoT digitalization
You can use MSF Smart I/O device and can be used like external PLC. This way you can also digitalize older machines without needing to put too much cost into upgrading you existing machine. One IoT can send collected data directly to server without the need of a Panel PC. Useful if you want to digitalize machines or sensors that are 24/7 in production, like compressors etc.
3.) MSF Panel + IoT
Another way to fully digitalize workstation is combination with panel and IoT card. With this way you’ll get full advanced options to collect data and interact with data from the panel. This will also give you possibility to calculate OEE and TEEP fully and correctly. Additionally, automatic and manual stops are collected, setup, counter, … Also you can input scrap are rework details. Other modules are able to work in parallel with MES combination: Maintenance module, APS module, SCP module, energy consumption module, …
4.) Panel / Panel + IoT for Manual jobs
If you want to put collect produced quantities from manual jobs in real-time, only Panel PC can be used. Additionally, buttons and switches can be connected to follow manual jobs in real time, not needing to interact with Panel so frequently.
4.) PLC digitalization
